Dalam sebuah Programmable Logic Controller pasti membutuhkan sebuah Software untuk membuat program dan di downloadkan ke pada PLC tersebut.
Schneider Electric Mengeluarkan sebuah Software bernama Somachine Basic untuk membuat program pada PLC tipe Modicon M221.
SoMachine Basic
SoMachine Basic Adalah sebuah Software atau perangkat lunak untuk membuat sebuah program pada tipe PLC modicon M221 yang dibuat oleh perusahaan Schneider Electric.
Software tersebut dikeluarkan secara gratis dan dapat di unduh pada website Schneider Electric, nanti akan saya jelaskan dibawah.
Software ini sangat ringan dengan ukuran tidak lebih dari 500MB, dan compatible dengan System Operasi (OS) Windows 10.
System Requirements and Supported Devices
Sepesifikasi minimal sebuah Laptop atau PC agar bisa diinstal dengan SoMachine Basic
Intel Core 2 Duo processor
1 GB RAM
Display resolution 1280 x 768 pixels
System Operasi 32 atau 64 Bit
Microsoft Windows 7
Microsoft Windows 8
Microsoft Windows 8.1
Microsoft Windows 10
Supported Programming Languages
Program Logic Control (PLC) yang dapat diprogram membaca input, mengeluarkan output, dan memecahkan logika berdasarkan kontrol program.
SoMachine Basic mendukung bahasa pemrograman IEC-61131-3 berikut:
Ladder Diagram language
Instruction List language
Grafcet (List)
Grafcet (SFC)
Sudah sangat lengkap untuk bahasa pemrogramanya, tinggal anda mau memilih bahasa pemrograman yang diminati dan merasa mudah dalam hal bahasa tersebut.
Mungkin itu saja Informasi mengenai Software SoMachine Basic dan yang perlu diperhatikan adalah sebuah sepesifikasi laptop anda.
Apakah sudah suport dengan batas minimum yang dibutuhkan oleh software SoMachine Basic tersebut.
Cara Download SoMachine Basic
Software SoMachine Basic ini pada dasarnya adalah free atau tidak berbayar, jadi keuntunganya anda bisa belajar memprogram sebuah PLC M221 secara simulasi.
Tanpa adanya batasan waktu alias Free.
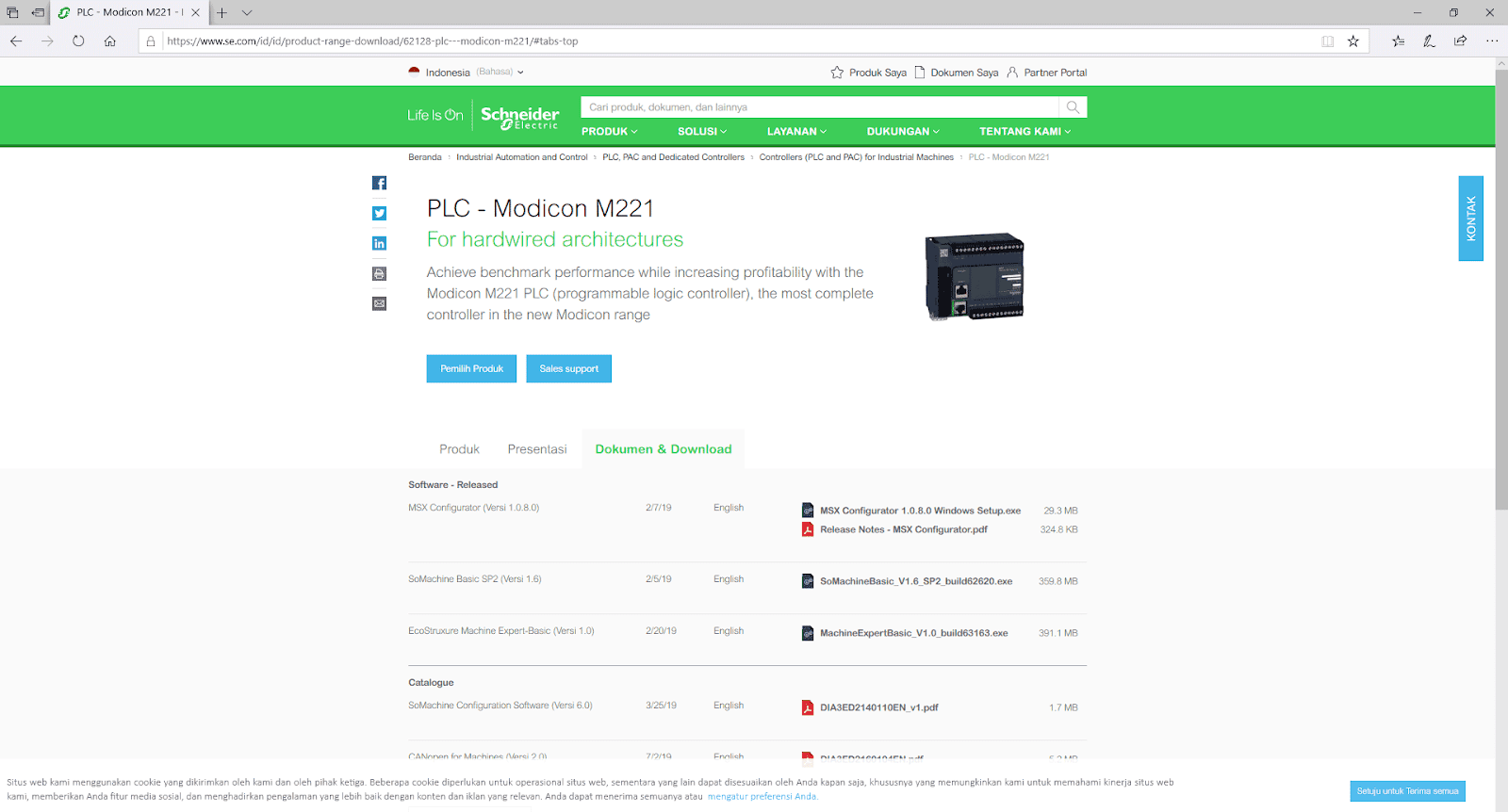
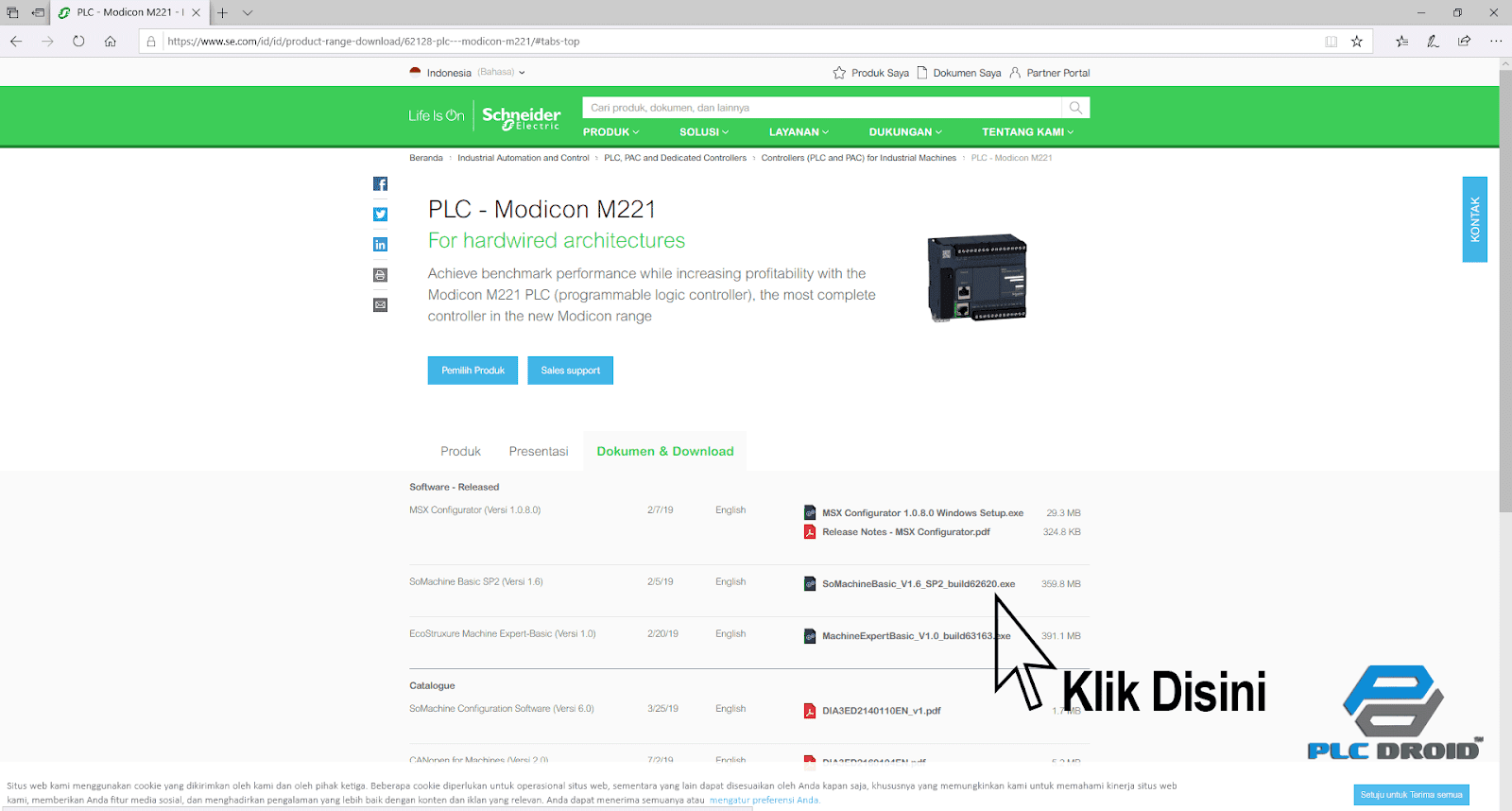
Berikut cara Mendownload Software SoMachine Basic melalui web resmi Schneider Electric.
Klik pada File SoMachineBasic_V1.6_SP2_build62620.exe (391.1 MB)
Maka Secara Automatis akan mendownload pada Browser anda.
Mengenal Dashboard Somachine Basic
Disini anda akan mengetahui apa saja nama-nama dashboard pada Somachine Basic beserta fungsi, dengan begitu anda akan mengetahui dasar-dasar yang harus di pahami.
akan saya bahas berbagai sub agar mudah dipahami.
Open Page Dashboard
Project
Dasboard ini adalah pembukaan pada Software Somachine basic, yang berfungsi untuk membuat Project (Program) baru atau membuka Program yang sudah ada.
Untuk membuat Project baru tinggal klik "Create a New Project"
Untuk membuka Project yang sudah ada klik "Open an exsisting Project", kemudian cari folder project yang sudah di save.
Connect
Dasboard Connect berfungsi menyambungkan ke device plc dengan berbagai komunikasi, bias menggunakan Local Device (USB) atau Ethernet dengan alamat IP.
bias juga untuk download atau upload sebuah program.
Tamplates
Dasboard ini berfungsi sebagai tempat contoh program atau tutorial yang diberika oleh Somachine Basic, anda bias juga mencari via online yang ada link pada dashboard Template.
Kemudian akan diarahkan ke website Schneider Electric untuk mengunduh program tutorial.
Help
Dashboard ini berfungsi untuk manual book atau troubleshooting berupa file PDF yang sudah disediakan oleh Somachine Basi.
About
Dashboard ini berfungsi untuk informasi tentang version Somachine Basic dan status Lisensi anda sudah terdaftar (Registered) atau belum terdaftar (UnRegister).
Main Dasboard
Create New Project
Fungsi untuk membuat Project baru atau program baru.
Open a Project
Fungsi untuk membuka project yang telah disimpan dalam folder.
Save or Save As
Untuk menyimpan Project.
Print
Untuk Membuat PDF BOM atau print BOM beserta program yang telah dibuat.
Cut
Untuk memotong sebuah perintah program yang ada di Rung.
Copy
Untuk menyalin perintah program yang berada dalam Rung.
Paste
Untuk menempelkan program yang telah dicopy pada Rung tersebut.
Materi dasar ini selesai sampai disini akan dilanjutkan untuk mengenal bagaimana cara menginstall Software Somachine Basic Tersebut.
PLC adalah sebuah kepanjangan dari Programmable Logic Controller maka bisa dijabarkan dengan sebuah kontroller elektronika yang bisa mengontrol suatu proses hingga menjadi output yang diinginkan.
Logic bisa diartikan suatu proses didalam sebuah controller yang mempunya fungsi untuk arimatika seperti.
Perkalian, penjumlahan, pembagian, dan sejenisnya sehingga proses tersebut mendapatkan ke akurasian yang lebih tinggi.
Terakhir adalah Programmable kontroller ini bisa diprogram dengan sebuah software kusus yang sudah disediakan oleh pihak pembuat PLC.
Fungsi PLC Gambaran Umum
Secara umum fungsi dari PLC adalah sebagai berikut :
Kontrol Sekuensial
Memproses input sinyal biner menjadi output yang digunakan untuk keperluan pemrosesan teknik secara berurutan (sekuensial), disini PLC menjaga agar semua step / langkah dalam proses sekuensial berlangsung dalam urutan yang tepat.
Monitoring Plant
Memonitor suatu sistem (misalnya temperatur, tekanan, tingkat ketinggian) dan mengambil tindakan yang diperlukan sehubungan dengan proses yang dikontrol (misalnya nilai sudah melebihi batas) atau menampilkan pesan tersebut ke operator.
Pemberi masukan (input) ke CNC (Computerized Numerical Control) untuk kepentingan pemrosesan lebih lanjut.
CNC mempunyai ketelitian yang lebih tinggi dan lebih mahal harganya jika dibandingkan dengan PLC.
Perangkat ini, biasanya dipakai untuk proses finishing, membentuk benda kerja, moulding dan sebagainya.
Tipe PLC
Saat ini tipe plc memiliki 2 tipe saja yaitu tipe Compact dan Modular.
Tipe Comapact
Seluruh komponen (power supply, CPU, modul input – output, modul komunikasi) menjadi satu
Umumnya berukuran kecil (compact)
Mempunyai jumlah input/output relatif sedikit dan tidak dapat diexpand
Tidak dapat ditambah modul – modul khusus
Tipe Modular
Komponen – komponennya terpisah ke dalam modul – modul
Berukuran besar
Memungkinkan untuk ekspansi jumlah input /output (sehingga jumlah lebih banyak)
Memungkinkan penambahan modul – modul khusus
Komponen PLC
Dalam unit sebuah PLC terdiri beberapa komponen PLC seperti dibawah ini:
Central Prosesing Unit (CPU)
CPU berfungsi untuk mengontrol dan mengawasi semua pengopersian dalam PLC, melaksanakan program yang disimpan didalam memory.
Selain itu CPU juga memproses dan menghitung waktu memonitor waktu pelaksanaan perangkat lunak dan menterjemahkan program perantara yang berisi logika dan waktu yang dibutuhkan untuk komunikasi data dengan pemrogram.
Memory
Memory yang terdapat dalam PLC berfungsi untuk menyimpan program dan memberikan lokasi-lokasi dimana hasil-hasil perhitungan dapat disimpan didalamnya.
PLC menggunakan peralatan memory semi konduktor seperti RAM (Random Acces Memory), ROM (Read Only Memory), dan PROM (Programmable Read Only Memory) RAM mempunyai waktu akses yang cepat dan program-program yang terdapat di dalamnya dapat deprogram ulang sesuai dengan keinginan pemakainya.
RAM disebut juga sebagai volatile memory, maksudnya program program yang terdapat mudah hilang jika supply listrik padam.
Dengan demikian untuk mengatasiu supply listrik yang padam tersebut maka diberi supply cadangan daya listrik berupa baterai yang disimpan pada RAM.
Seringkali CMOS RAM dipilih untuk pemakaian power yang rendah. Baterai ini mempunyai jangka waktu kira-kira lima tahun sebelum harus diganti.
Input / Output
Sebagaimana PLC yang direncanakan untuk mngontrol sebuah proses atau operasi mesin, maka peran modul input / output sangatlah penting karena modul ini merupakan suatu perantara antara perangkat kontrol dengan CPU.
Suatu peralatan yang dihubungkan ke PLC dimana megirimkan suatu sinyal ke PLC dinamakan peralatan input. Sinyal masuk kedalam PLC melalui terminal atau melalui kaki – kaki penghubung pada unit.
Tempat dimana sinyal memasuki PLC dinamakan input poin, Input poin ini memberikan suatu lokasi di dalam memory dimana mewakili keadaannya, lokasi memori ini dinamakan input bit.
Ada juga output bit di dalam memori dimana diberikan oleh output poin pada unit, sinyal output dikirim ke peralatan output.
Setiap input/output memiliki alamat dan nomor urutan khusus yang digunakan selama membuat program untuk memonitor satu persatu aktivitas input dan output didalam program.
Indikasi urutan status dari input output ditandai Light Emiting Diode (LED) pada PLC atau modul input/output, hal ini dimaksudkan untuk memudahkan pengecekan proses pengoperasian input / output dari PLC itu sendiri.
Power Supply
PLC tidak akan beroperasi bila tidak ada supply daya listrik. Power supply merubah tegangan input menjadi tegangan listrik yang dibutuhkan oleh PLC.
Dengan kata lain sebuah suplai daya listrik mengkonversikan suplai daya PLN (220 V) ke daya yang dibutuhkan CPU atau modul input /output.
Schneider Electricadalah sebuah perusahaan dari Eropa tepatnya di Prancis berdiri pada tahun 1836.
Di indonesia sendiri perusahaan Schneider Electric ini berkembang pesat dalam dunia Automation, yang memberikan Feature terbaru saat ini untuk memenuhi kebutuhan era perusahaan 4.0.
PLC Schneider Electric ini mempunyai banyak tipe mulai dari kelas atas disebut Premium dan tingkat bawah atau sederhana.
Dalam kali ini saya akan memberikan sebuah tutorial tentang PLC Schneider Electric Bernama Modicon dengan tipe M221.
PLC Modicon M221
Modicon M221 adalah sebuah Programmable Logic Controller atau biasa disebut PLC, Sebuah PLC generasi terbaru dari Schneider Electric.
Untuk kebutuhan Automasi mesin sederhana dan simple, untuk penjelasanya lebih lengkap anda bisa membacanya disini, Dasar PLC M221 Schneider Electric.
Somachine Basic
Didalam sebuah PLC ada sebuah program yang dibuat oleh manusia sesuai logika dan keinginan mesin tersebut dengan interlocking yang aman.
untuk mewujudkan logika tersebut, diperlukan sebuah software yang terinstall didalam sebuah laptop atau komputer.
Software ini berfungsi sebagai developer atau merancang isi program dari awal, PLC M221 ini memiliki software yang bernama Somachine Basic.
Sobat pasti sudah tahu dengan brand Schneider Electric? nah PLC Modicon M580 ini adalah sebuah senjata andalan Schneider Electric dalam Automation di industri untuk mengontrol atau otak dari sebuah Automation Industri.
Kenapa dikatakan andalan oleh Schneider Electric? sebab ini PLC mempunya 3 fitur yang sangat terbaru dalam teknologi automation dalam dunia industri, yang memenuhi kebutuhan konsumen sekarang ini.
Berikut fitur yang ditonjolkan :
Ethernet Back Bone
IT Integration
Embedded Cyber Security dalam CPU
Dari 3 fitur diatas akan saya kupas tuntas agar anda tahu apa kelebihan dari PLC Modicon M580.
Teknologi ePAC
Modicon M580 ini sudah menggunakan standart ePAC, sebelum menuju ePAC anda harus mengetahu standart teknologi sebelumnya yaitu PAC.
PAC adalah Programmable Automation Controller, sudah umum dan sudah dalam 1 dekade ini berlangsung kebanyakan indusri menggunakan PAC, contohnya adalah sebuah PLC yang fiturnya hanya standart dan kebanyakan menggunakan Hard Wiring.
ePAC adalah Ethernet Programmable Automation Controller, Teknologi baru ini mengusung sebuah komunikasi ethernet dalam sebuah I/O modul atau remote I/O yang memungkinkan jarak lebih 100m bisa dikendalikan oleh Modicon M580 dengan komunikasi ethernet.
Perubahan dari PAC ke ePAC adalah sebuah kestabilan yang tinggi dan keamanan yang terjamin, yang mengusung system transparasi namun juga kohesif. Mendukung PlantStruxture secara automatis memudahkan anda untuk memadukan arsitektur systemnya.
Ethernet Backbone Modicon M580
Fitur Ethernet Backbone ini adalah semua komunikasi termasuk bus backplane pengontrol dikelola pada Ethernet terbuka backbone, dari jaringan kontrol (SCADA, DCS, dll.) seperti jaringan lapangan melalui I / O jarak jauh atau terdistribusi.
Backbone ini juga mendukung bus I/O ganda, yang sangat penting untuk mendukung persyaratan redundansi bagi banyak orang memproses aplikasi.
Pemrosesan Ethernet dikelola langsung oleh pengontrol, yang memiliki pemrosesan Ethernet dibangun ke intinya. Ini baru konsep, memanfaatkan Ethernet sebagai intinya.
Menciptakan nilai baru dan penentuan posisi untuk solusi otomatisasi berdasarkan yang lebih besar transparansi dan komunikasi kecepatan tinggi, untuk menyampaikan solusi deterministik atas standar, terbukti, dan terbuka
Arsitektur Ethernet Ini memungkinkan semua komunikasi, I / O, dan perangkat untuk dihubungkan melalui Ethernet.
IT Intergration
Dalam Fitur ini adalah Modicon M580 ini menyediakan sebuah module yang kompetibel dengan M580 dan bisa ditaruh dalam 1 backplane yang menjadikan lebih effisien dan ringkas, tanpa memerlukan konfigurasi yang rumit dan bisa langsung di konfigurasi dari PLC M580 ini.
Module IT Intergration sendiri itu meliputi, Gateway, Router, dan Wifi.
Embedded Cyber Security
Untuk mengatasi masalah keamanan dunia maya yang penting saat ini, keamanan dibuat untuk setiap masalah M580 ePAC untuk menyediakan sistem terbuka, namun sepenuhnya aman.
Fitur keamanan Cyber canggih membantu memastikan sistem dilindungi dari serangan cyber. Setiap M580 ePAC bisa
diamankan menggunakan login dan kata sandi terenkripsi untuk setiap aplikasi.
Layanan yang tidak perlu dapat dinonaktifkan dan pemeriksaan dapat dilakukan untuk memverifikasi integritas alat pemrograman dan firmware pengontrol serta perilaku nominal dari sistem itu sendiri.
Arsitektur Modicon M580
Dalam menggunakan PLC M580 ini anda harus tahu apa saja module pendukung yang dibutuhkan karena Modicon M580 ini bertipe Modular jadi semua terpisah, Berikut Arsitektur komponennya:
Power Supply
Backplanes
CPU ( Modicon M580)
Module I/O ( DI, DO, AI, AO)
Communication Module
Software
Modicon M580 ini menggunakan sebuah perangkat lunak atau software Unity Pro, Software ini menurut saya harus membeli untuk bisa menggunakanya tetapi ada juga yang tipe demo hanya bertahan 30 menit kalau gak salah.
Fitur Unity Pro:
"All-in-one" software
5 IEC61131-3 languages + Legacy LL984
Integrated conversion tools from Concept, Proworks, PL7 Pro
FDT / DTM standard for field device integration
Standard objects and libraries
Customizable integrated Function Block Library (DFB)
PLC simulator on PC, Built-in test and diagnostic
Animation tables, Operator Screens and Trending Tool
Harga
Untuk Harga di Price list sepertinya tidak ada jadi harus menghubungi pihak Schneider Electric ke Customer Service untuk menanyakan stock dan harga barang tersebut.
Semoga bermanfaat Jika suka tolong di share ke temen-temen kalian yang lagi belajar plc atau bisa memberikan komen jika ada yang di tanyakan.
Nilai desimal adalah nilai yang paling mudah dipahami oleh semua orang karena nilai ini sering dijumpai dan selalu dipakai dalam kehidupan sehari - hari.
Programmger juga bagaimana cara agar mudah memprogram dengan setting yang disesuaikan kebiasaan sehari-hari programmer tersebut.
Berikut cara merubah setting Valeu timer dan counter agar menjadi desimal, karena bawaanya itu settingnya adalah BCD.
Kemudian isi Device Name terserah mau dinamakan apa saja boleh.
Device Type , pilih untuk yang CP1H.
Network Type, pilih USB.
Klik OK.
Klik kanan pada " NewPLC1[CP1H] Offline"
Pilih Properties.
Centang pada "Execute Timer/Counter as Binary"
Klik OK.
PLC akan Compile setikar 1/2 detik.
Sekarang dulur bisa setting value dengan desimal dengan memberikan didepanya tanda "$".
Kebanyakan orang menggunakan desimal untuk sebuah data tetapi ada juga yang suka menggunakan nilai hex, bertujuan agar programmer tersebut yang bisa langsung menangkap program tersebut untuk menghindari programmer lain yang masuk.
Kalau yang saya jumpai dulur ada programmer dari jerman, semua datanya menggunakan HEX jadi ketika saya mengirim data dari PLC yang harusnya desimal binnary maka mau tidak mau saya convert ke HEX agar si programmer asal jerman ini mudah membacanya.
Video Tutorial
Mungkin ada pengalam dulur yang suka dengan nilai apa silakan komen dibawah lur.
Program dasar yang harus dulur kuasai, dengan memahami program dasar maka untuk pengembangan berikutnya akan membuat cepat belajar dengan ide dan logika dulur.
Pengertian Counter
seperti halnya atau logikanya dulur menghitung orang didalam bus untuk membayar tiket masuk, disini dulur pasti menghitung berapa orang di bus, mulai dari belakang 1 ditambah lagi 1 = 2 dan seterusnya jadi counter itu +1 atau di tambah 1 ketika inputan pada PLC menyala.
Logika seperti itu banyak sekali arti counter yang bisa dipahami tetapi counter ini sangat penting untuk dasar pemrograman untuk dipadukan dengan logika yang lain.
Kemudian isi Device Name terserah mau dinamakan apa saja boleh.
Device Type , pilih untuk yang CP1H.
Network Type, pilih USB.
Klik OK.
Pada section 1, buatlah sebuah kontak NO (normaly open) dengan address 0.00 dan kasih comment sensor.
Buat PLC Intruction dengan menekan dikeyboard I.
Hapus dahulu I, kemudian tulis CNTX.
Spasi kemudian biarkan 0 saja itu alaman Counternya terserah mau diisi apa, yang penting dalam 1 program jangan ada yang sama untuk alamat counternya.
Spasi lagi kemudian masukan berapa nilai counter maksimalnya disini saya mengisikan 10, jadi 10 inputan masuk maka output dari counter akan menyala.
Buat kontak NO lagi dengan address 100.00.
Sambungkan semua kontak NO dengan garis ke counternya.
Pindah ke Rung bawahnya.
buatlah sebuah kontak NO dengan address output dari Counter dengan awalan C dan dikuti dengan alamat counternya 0 - 9999.
Kemudian buat Kontak Coil untuk lampus dengan address 100.0 dan dikasih Comment Lamp.
Cara Kerja Program Counter
Ketika Sensor menyentuh benda dan memberikan inputan pada PLC dengan alamat 0.00, maka program counter akan menghitung 1.
Sensor menyentuh benda lagi maka counter akan bertambah menjadi 2 dan seterusnya.
Ketika counter sudah menghitung 10 menyatakan sensor tersebut sudah menyentuh benda sebanyak 10 kali.
Program counter akan mengeluarkan output pada alamat C000 untuk menyalakan Lamp dengan alamat 100.0.
Setelah lampu menyala, Counter akan direset dan menghitung kembali mulai dari 0.
Ouput counter juga akan mati, dan lampu juga akan mati.
Siklus ini akan berlanjut hingga sensor tidak menyentuh benda lagi.
Cara Simulasi dengan CX Desginer
Karena CX Designer lebih mudah untuk mempelajarinya dengan gambar maka saya buatkan video tutorial untuk memudahkan dulur untuk belajar dan melihat langsung bagaimana untuk memprogram sebuah intruction Counter pada PLC omron CP1H.
Program Instruction Counter
Untuk yang ingin langsung mempelajarinya melalu CX Programmer disini saya memberikan program Counternya beserta CX Designernya.
Belajar PLC omron secara gratis dan berdiskusi seperti kursus pada
umumnya, yang memberikan pendapat atau ide untuk belajar bersama dengan artikel
yang mudah dipahami,
belajar PLC omron beserta
pemrogamanya sangat penting dan mahal harganya.
Pada akhir 1960-an, PLC pertama kali diperkenalkan. Alasan utama untuk
merancang perangkat semacam itu adalah menghilangkan biaya besar yang terlibat
dalam mengganti sistem kontrol mesin berbasis relay yang rumit.
Bedford Associates (Bedford, MA) mengusulkan sesuatu yang disebut
Modular Digital Controller (MODICON) ke produsen mobil AS utama.
Perusahaan lain pada saat itu mengusulkan skema berbasis komputer, salah
satunya didasarkan pada PDP-8.
MODICON 084 membawa PLC pertama di dunia ke dalam produksi komersial.
Ketika persyaratan produksi berubah demikian pula sistem kontrol.
Ini menjadi sangat mahal ketika perubahannya sering terjadi.
Karena relay adalah alat mekanis, memiliki masa penggunaan terbatas
yang memerlukan perawatan rutin.
Sebab dengan banyaknya relay untuk menggerakan beberapa motor, maka
diperlukan relay yang banyak untuk interlockingnya dan membuat wiring
sangat banyak.
Tahun 1970-an, PLC berkembang menggunakan Mikroprosesor berbasis
bit-slica yaitu AMD 2901 dan 2903 masih sama MODICON untuk memegang
PLCnya.
Tahun 1973-an Munculah sebuah sytem komunikasi serial yang di kembangkan
modicon yang bernama MODBUS berfungsi sebagai komunikasi antara PLC 1
dengan PLC yang lain.
Tahun 1980-an Mengambangkan untuk komunikasi dengan protokol otomasi
manufaktur General Motor (MAP).
Ini juga merupakan waktu untuk memperkecil ukuran PLC dan menjadikannya
software yang dapat diprogram melalui pemrograman simbolis pada
PC.
Tahun 1990-an PLC Memenuhi standart terbaru(IEC 1131-3) untuk
Bahasa pemegroman yang disamakan untuk internasional , seperti Ladder
Diagram, Function Block Diagrams, instruction lists, C and structured
text.
PLC (Programmabel Logic Control)
adalah perangkat yang dibuat untuk menggantikan sirkuit
relay sekuensial yang diperlukan untuk kontrol alat berat.
PLC bekerja dengan melihat inputnya dan tergantung pada keadaannya,
menyalakan / mematikan outputnya.
Pengguna memasuki suatu program, biasanya melalui software, yang
memberikan hasil yang diinginkan.
Prinsip Kerja PLC
Cukup Simpel untuk prinsip kerja PLC karena hanya ada 3 proses.
1. CHECK INPUT STATUS PLC
Melihat setiap input untuk menentukan
apakah itu aktif atau tidak aktif.
Dengan kata lain, apakah sensor terhubung ke input pertama?
Bagaimana dengan input kedua?
Bagaimana dengan yang ketiga ... Ini mencatat data ini ke dalam memorinya
untuk digunakan selama langkah berikutnya.
2. EXECUTE PROGRAM PLC
Selanjutnya PLC menjalankan program satu instruksi dalam satu
waktu.
Mungkin program mengatakan bahwa jika masukan pertama diaktifkan
maka harus menyalakan keluaran pertama.
Karena sudah tahu input mana yang aktif atau nonaktif dari langkah
sebelumnya, maka akan dapat
memutuskan apakah output pertama harus
dihidupkan berdasarkan pada keadaan input pertama.
Ini akan menyimpan hasil eksekusi untuk digunakan nanti selama langkah
berikutnya.
3. UPDATE OUTPUT STATUS
Akhirnya PLC memperbarui status output.
Ini memperbarui output berdasarkan input yang ada selama
langkah pertama dan hasil dari mengeksekusi program Anda selama
langkah kedua.
Berdasarkan contoh pada langkah 2 sekarang akan menyalakan
output pertama karena input pertama
aktif dan
program Anda mengatakan untuk menyalakan output pertama
ketika kondisi ini benar.
Setelah mengetahui apa itu prinsip kerja plc sobat pasti tambah semangat
untuk belajar plc dengan giat.
Response Time PLC
Response Time PLC
adalah fakta yang harus sobat pertimbangkan saat berbelanja PLC.
Sama seperti otak sobat, PLC membutuhkan waktu tertentu untuk bereaksi
terhadap perubahan.
Input, Proses menganalisa input mana aja yang aktif atau
tidak aktif maka dibutuhkan waktu untuk menganalisa input.
Program Execution, Program membutuhkan waktu untuk mengeksekusi
inputan yang di terima dan diolah untuk di keluarkan melalui
output plc.
Output Response, Keluaran dari program yang membutuhkan waktu untuk
meresponnya.
Jadi kesimpulanya Respon Time PLC = Input Response + Program Execution +
Output Response. Biasanya satuanya adalah ms ( milli Secon ).
Mengenal Merek PLC Beserta Software
Di Indonesia banyak sekali programmer yang menggunakan beberapa merek PLC
untuk menyesuaikan kebutuhkan project dilapangan.
Dengan adanya banyak
PLC
yang masuk programmer Indonesia termasuk programmer multi
talenta
Karena harus menguasai setidaknya semua PLCsebab project tidak
selalu bergantung dengan satu merek PLC
Tetapi macam - macam PLC,
berikut daftar PLC beserta Software yang digunakan:
PLC + SOFTWARE INFORMATION
PLC OMRON
CX Progammer
PLC SCHNEIDER
Unity Pro
SoMachine
SoMachine Basic
PLC MITSHUBISI
GX Developer
PLC SIEMENES
SIMATIC STEP 7
PLC PANASONIC
FPWIN Pro
PLC Allen Bradley
RSLOGIX 5000
Tipe PLC
Dulur harus tahu tipe PLC itu seperti apa saja, karena untuk memilih plc
itu harus mengetahui tipe yang digunakan
Dan disesuaikan dengan kebutuhan I/O ( Input / Output ) agar
memudakan dalam belajar plc mulai dari dasar.
Untuk tipe plc sendiri setahu saya dan banyak digunakan di indonesia ini
adalah 3 tipe plc yaitu:
Compact PLC
Modular PLC
Rack PLC
1. PLC Bertipe Compact
CP1H - PLC bertipe Compact
PLC dengan tipe compact seperti namanya compact yang artinya adalah
kompak, plc ini lengkap sudah siap diprogram dan diwiring untuk
menjalankan sebuah system.
PLC compact ini sudah ada semua dari digital input, digital ouput,
dan analog input maupun output. Hebatnya sekarang tipe
kompak sudah ada yang built ini komunikasi ( RS232, RS485, dan Ethernet IP
)
Kelebihan PLC tipe Compact
Harganya yang murah dibandingkan dengan tipe modular maupun tipe
rack.
Semua I/O ada dari digital input maupun output menjadi 1
dalam 1 PLC.
Kekurangan PLC tipe Compact
Untuk Expansi sebuah modul terbatas bisa dibilang sedikit, jadi
ketika memerlukan banyak I/O untuk memelih tipe PLC ini harus
diperhitungkan lagi.
Speed dari PLC lambat, untuk sebuah system proses tidak
dianjurkan untuk menggunakan PLC ini. Takutnya responya lambat dan
menyababkan sebuah ketidak presisian dalam berhitung maupun proses
mesin.
2. PLC Bertipe Modular
PLC dengan tipe modular yaitu plc yang bagianya terpisah-pisah jadi
harus membeli modul
Satu-satu agar bisa menjadi sebuah PLC yang bisa
menjalankan
system,
Berikut module yang harus ada dalam sebuah PLC Modular.
CPU, Otak dari PLC yang harus ada.
Power Supply, untuk ini bisa dipilih apakan input source
220VAC atau 24VDC.
Di postingan ini saya akan membahas sedikit cara pemrograman Timer pada PLC Omron menggunakan tipe CP1H.
Timer sangat banyak di jumpai pada pabrik yang sudah menerapkan system automasi, timer ini berguna untuk menunda waktu ( delay ), ketika waktu yang ditunda sudah tercapai maka mengeluarkan output. Yups dulur disini saya akan memberikan contoh Timer yang berfungsi untuk menyalakan sebuah lampu, dengan menekan tombol push button ditahan sampai timer ON untuk menyalakan sebuah lampu.
1. Buka dulu sebuah CX-Programmer.
2. Berikan nama Device Name sesuai selera, disini saya kasih nama TIMER.
3. Buat Push Button menggunakan Kontak N/O.
4. Arahkan Kursor ke New PLC Instruction, Klik dan drag pada garis yang terakhir.
5. Klik Detail.
6. Klik Find Instruction.
7. Cari Timer/Counter, pilih sebelah kanan yang TIMX(550) kemudian klik OK.
8.Instruction Timerini berformat N = Alamat Timer jadi terserah mau berapa alamat addresnya dengan Batasan maksimum 4095, kemudian dulur harus ingat jangan sampai membuat alamat Timer sama, maka akan warning atau bias juga error program ente lur.
S = Set Velau yang artinya nilai yang akan dihitung mundur, disini /1 nilainya 100ms jika dulur ingin 1 detik maka nilai S = 10.
9. Disini saya kasih alamat 0 Lur untuk Timernya dan S 50 jadi 5 detik.
10. Nah alamat kontak dari Timer tinggal dikasih T depanya lur (T0000), artinya ketika timer tercapai maka alamat T0000 akan ON.
Buat alamat Digital Output untuk menyalakan lampu, disini saya buat alamatnya 100.00. nah sekarang tinggal di simulasikan aja lur.
CX-Designer untuk lengkapnya bias melihat video dibawah ini:
Wes dulur sakmene ae informasi yang saya sampaikan, akan terus update informasi yang saya pahami dan saya tulis kedalam artikel semoga bermanfaat.
Ingin lebih lanjut atau kurang paham dan mempunya pertanyaan lasung saja tulis komentar di bawah.
Hallo gaes saya akan membagikan pengalaman dan pengetahuan saya yang berkaitan dengan Ladder Diagram Direct On line Menggunakan PLC Omron tepatnya, karena saya lebih familiyar dan artikel ini adalah artikel awal pertama saya yang membagikan ladder diagram PLC dan seterusnya.
Sebab gaes sekarang didunia industri serba automasi, dan sekarang sudah gencar - gencarnya untuk update semua mesin menjadi automasi yang menggunakan PLC, dari mesin yang serba automatis tidak tutup mata karyawan pun dikurangi jadi, itulah dampat + (plus) dan - (minus) bagi karyawan maupun mesin tersebut.
Buka dahulu CX - Progremmernya gaes, jika tidak ada di desktop mungkin bisa di cari pada program file, kalau di windows 10 tinggal cari di start menu OMRON >>CX-ONE >> CX-PROGRAMMER, Double Click open dah gaes CX-Programmernya, maka akan muncul gambar seperti dibawah ini:
Setelah terbuka file CX-Progremmernya gaes, klik file > kemudian klik new.
Namakan device name terserah sobat... disini saya isi nama dengan "Direct On Line", untuk type PLC menggunakan CP1E dan koneksinya menggunakan USB untuk mendownload programnya, klik Oke untuk membuat programnya.
Sudah masuk di menu program, masuk ke section 1, dan buat lah program untuk pertama - tama buatlah push button start dengan kontak NO ( Normaly open ).
kemudian buatlah push button stop NC ( Normaly Close ) dan Coil + Penguncinya.
Prinsip Kerja Ladder Diagram Direct On Line
Terdapat 2 buah Pust Button yang berfungsi sebagai Push Button Start ( 0.00 ) dan Push Button Stop (0.01), Ketika Push Button ditekan, Coil kontaktor (100.00) akan menyala berwana hijau, jadi coil kontaktor bekerja dalam artian yang digerakan kontaktor seperti motor, pompa, dll akan bergerak.
Kemudian Push Button dilepas, Coil kontaktor masih tetap menyala karena address dari Coil kontaktor dibuat pengunci seperti halnya jika di kontaktor menggukan kontak bantu 13 & 14 ( Kontak NO ) yang build in dari kontaktor tersebut.. tapi ini beda karena menggunakan ladder diagram didalam program PLC.
Lalu Push Button Stop ditekan, Coil Kontaktor akan mati karena pada ledder diagram arusnya diputus sesudah push button start dan pengunci dari coil kontaktor sendiri.
Direct On Line Done Gaes.
Semoga artikel saya ini bermanfaat bagi pembaca, jika ada pertanyaan bisa dikolom komentar atau bisa juga disini Contact Us, tetap semangat untuk berbagi gaes.




















































")